Beschreibung
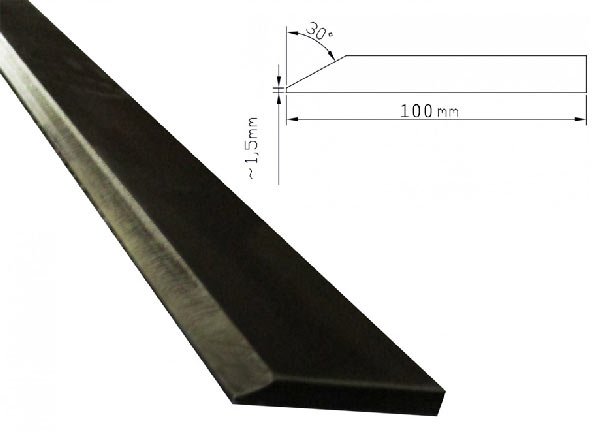
Produktanfrage: Hardox/Brinar 500 Messerschneiden Flach L=2000mm B=100mm
Beschreibung
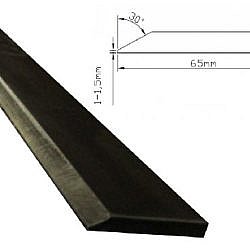
Hardox/Brinar 500 Messerschneiden Flach L=1000mm B=65mm
Warmumformung
Der Stahl ist ohne zusätzliche Wärmebehandlung bei bis zu 250°C warmumformbar.
Spanende Bearbeitung
Bohren mit Schnellarbeitsstählen HSSCO. Fräsen mit HMWerkzeugen mit negativem Spanwinkel. Schmierung mit
Emulsion. Die Schneidparameter sollten den Materialeigenschaften angepasst sein.
Trennen
Autogen-,Wasserstrahl-, Plasma- und Laserschneiden
Bei thermischen Trennverfahren sollte eine Werkstofftemperatur von 15° C nicht unterschritten werden. Bei Blechdicken größr
15 mm ist auf mindestens 100° C vorzuwämen.
Schweißen
Der Stahl ist grundsätzlich für alle bekannten Schweißverfahren geeignet. Die Werkstofftemperatur sollte beim Schweißen mindestens 15° C betragen. Darüer hinaus wird empfohlen, unter Beachtung z. B. des Schweißrozesses, der kombinierten Blechdicke, des Eigenspannungszustands der Konstruktion, der Streckenenergie und des Wasserstoffgehalts des Schweißguts, vorzuwärmen. Die notwendigen Vorwärm- und Zwischenlagentemperaturen ergeben sich in Anlehnung an die entsprechenden Regelwerke wie z. B. SEW 088 und EN 1011-2.
Die Vorwärm- und Zwischenlagentemperaturen sollten 250° C nicht überschreiten, die oben genannten Parameter sind entsprechend anzupassen.
Der Eigenspannungszustand der Konstruktion sollte durch eine geeignete Schweißfolge optimiert werden. Besondere Sorgfalt ist bezüglich der Wasserstoffaufnahme notwendig. Die Umgebung der Schweißung sollte also frei von Verschmutzungen und Feuchtigkeit sein. Zur Verminderung der Kaltrissgefahr empfiehlt sich auch eine direkt folgende Nachwärmung aus der Schweißwärme über 2 h bei 250° C.
Schweißzusatzwerkstoffe
Es sind allgemein Schweißzusätze der gewünschten Festigkeitsklasse,welche ein verformbares, zähes Schweißgut bilden, z. B. basisch umhüllte Elektroden, zu wählen. Die Werkstoffe sollten einen möglichst niedrigen Wasserstoffgehalt aufweisen, die Trocknungs- und Verarbeitungshinweise der jeweiligen Herstellersind zu beachten.
Bei Verschleißbeanspruchung der Naht ist der entsprechende Bereich mit geeigneten Zusätzen aufzubauen.
Weiteres
Diese Güte wurde mit dem Ziel geringerer CO2 Emissionen während der Herstellung entwickelt. Das Ziel wird durch die Einsparung von Wärmebehandlungsschritten erreicht, bei gleichzeitig erhöhter Anwendungsperformance.


Bewertungen
Es gibt noch keine Bewertungen.